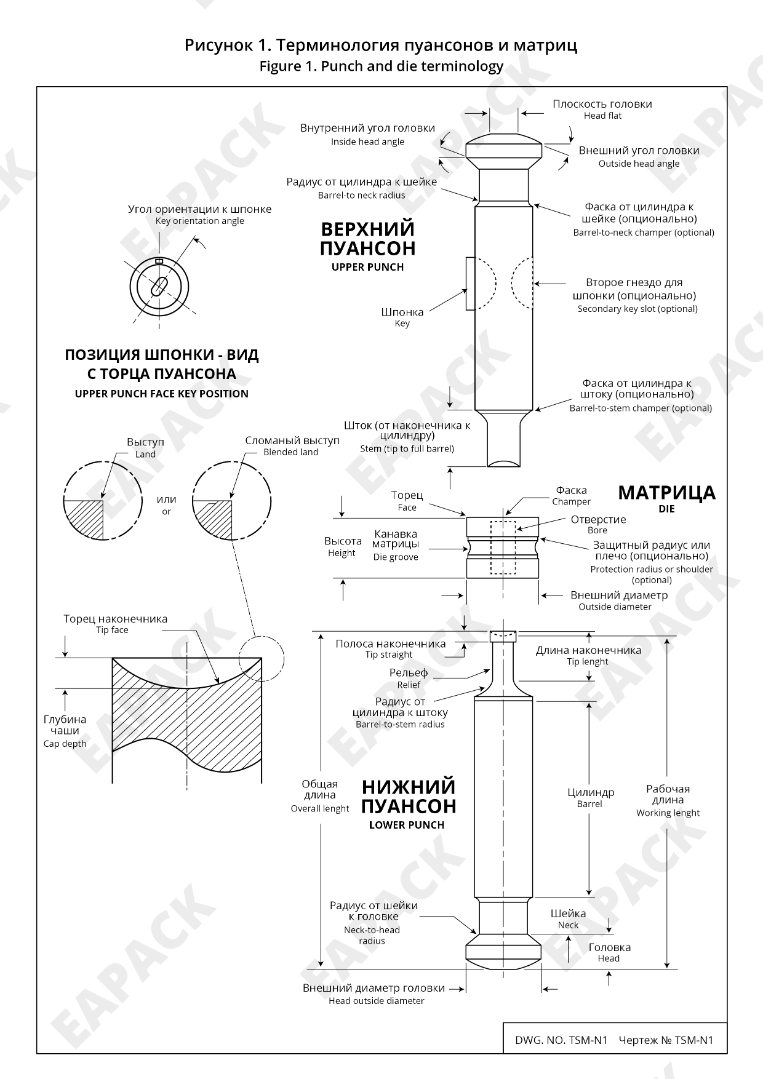
Инструмент, соответствующий спецификациям, был обработан с учетом определенных размеров в пределах определенного диапазона, называемого диапазоном допусков. Размеры указаны для всех компонентов пуансонов и матриц, показанных на рисунке. Если спецификация является стандартным размером, то после значения следует аббревиатура “REF.”. Объяснение стандартных размеров следует за рассмотрением допусков и зазоров — двух других размерных характеристик, которые влияют на надлежащее изготовление и эксплуатацию пресс-инструмента.
Очистка
Для надлежащей работы пресс-инструмента между взаимодействующими деталями должно быть достаточно места, чтобы они могли функционировать без принудительного контакта. Это рабочее пространство называется зазором. Например, наконечникам пуансонов должно быть позволено входить в отверстие матрицы и выходить из него без принудительного контакта со стенкой отверстия матрицы.
Величина зазора между взаимодействующими деталями зависит от диапазона размеров допусков пресс-инструмента.
Допуски
Производство пресс-инструмента, точно соответствующего спецификациям, было бы возможно только за счет больших затрат для производителей пресс-инструмента и, в конечном счете, для компаний, которые его закупают. По этой причине для спецификаций пресс-инструмента были установлены допуски, или допустимые отклонения. Эти допустимые отклонения от заданных размеров, установленные в сотрудничестве с ведущими производителями пресс-инструмента и таблет-прессов, гарантируют, что пресс-инструмент можно будет приобрести по разумной цене и что он будут надлежащим образом работать в таблет-прессе для получения таблеток хорошего качества.
В частности, допуск задается в виде диапазона с верхним пределом, который определяет, насколько размер может быть превышен, и нижним пределом, который определяет, насколько размер может быть уменьшен. Например, размер пресс-инструмента, указанный в спецификации 1 1/32 [26,19 миллиметра] дюйма ±1/32 дюйма [0,794 миллиметра], может варьироваться от высокого значения 1 1/16 дюйма [26,99 миллиметра] до низкого значения 1 дюйм [25,40 миллиметра] и по-прежнему считаться соответствующим спецификациям.
Диапазон допусков для конкретной спецификации непосредственно следует за значением размера. Диапазон задается либо в виде числа, которому предшествуют знаки плюс и минус (±), либо в виде набора чисел, одному из которых предшествует знак плюс, другому - знак минус. Если рядом со значением размера не указан диапазон допусков, соответствующие допуски можно найти в блоке, расположенном в правом нижнем углу каждого чертежа спецификации. Для размеров, заданных в виде дроби, подходящим диапазоном допусков является значение, обозначенное как “дробное”. То же правило применяется к размерам, заданным в виде десятичных дробей и углов.
В блоке допусков также перечислены допустимые допуски на концентричность отверстий матрицы, наконечников пуансонов и головок пуансонов. Концентричность относится к размещению одного элемента пресс-инструмента в центре другого элемента большего размера (т.е., два элемента пресс-инструмента имеют общую ось). Допуск указывается в виде T.I.R., или общего индикаторного значения. Индикаторные значения измеряют форму или расположение одной поверхности относительно другой. В данном случае речь идет о соотношении поверхностей: отверстия матрицы с внешним диаметром; головки пуансона с цилиндром; и наконечника пуансона с цилиндром. Прибор, используемый для измерения концентричности, называемый компаратором, имеет шкалу отсчета, которая показывает любые отклонения в концентричности, измеряемые указателем, прикрепленным к шкале. T.I.R. - это разница между самыми высокими и самыми низкими значениями, зарегистрированными за один полный оборот пуансона или матрицы.
Стандартные размеры
Стандартный размер выводится из других размеров с допусками или является результатом их первичной обработки. Например, диаметр канавки матрицы диаметром 0,945 дюйма [24,00 мм] указан в качестве стандартного значения 27/32 дюйма [21,43 мм] ± 0,015 дюйма [0,381 мм] (см. рисунок 14, стр. 31). При изготовлении этой матрицы сначала обрабатывается ширина канавки матрицы (1/4 дюйма [6,35 миллиметра] ± 0,015 дюйма [381 миллиметр]) и защитный радиус (3/16 дюйма [4,76 миллиметра] ± 0,015 дюйма [381 миллиметр]). Если эти размеры будут достигнуты в пределах заданных допусков, результирующий диаметр канавки матрицы должен быть близок к его исходному размеру.
Сравнение спецификаций пресс-инструмента США и международных спецификаций
В настоящее время на международном рынке существуют два основных “стандарта” пресс-инструмента: американский TSM и ЕвроСтандарт. Также наиболее существенными различиями в технических характеристиках пуансонов являются общая длина пуансона и внутренний угол наклона головки.
Для новых TSM-пуансонов предпочтительны куполообразные головки. В настоящее время для существующих изделий используется большое количество TSM-пуансонов с плоской головкой; эти пуансоны будут по-прежнему доступны. Пуансоны с плоской головкой имеют внешний угол наклона головки, в то время как куполообразные головки имеют радиус. Куполообразные головки, разработанные европейскими производителями пресс-инструмента, увеличивают время выдерживания на стадии прессования таблеток.
Стандартизация — ее цели и преимущества
С тех пор как почти четверть века назад было опубликовано первое издание Руководства по спецификации таблетирования, многие американские производители таблет-прессов добровольно изменили конструкцию своих прессов в соответствии со спецификациями. Международные производители таблет-прессов также осознают экономические преимущества обеспечения совместимости своих таблет-прессов с TSM-пресс-инструментом. У производителей таблеток, особенно тех, у кого есть международные производственные мощности, есть веские причины отдавать предпочтение таблет-прессам, соответствующим TSM-стандартам.
Преимущества стандартизированного пресс-инструмента
Стандартизация оборудования для производства таблеток дает следующие экономические и процедурные преимущества:
- Может быть достигнуто однородное качество пресс-инструмента.
- Поставщики пресс-инструмента могут производить его более экономично, стандартизируя свое производственное оборудование и производственные процедуры, а также производя партии часто заказываемого пресс-инструмента.
- Поставщики пресс-инструмента могут быстрее выполнять заказы, имея на складе круглый пресс-инструмент стандартных размеров.
- Процедуры приобретения пресс-инструмента могут быть упрощены.
- Производители таблеток могут взаимозаменяемо использовать пресс-инструмент на таблет-прессах, приобретенных у разных производителей.
- Производители таблеток могут сократить свои запасы пресс-инструмента.
- Производители таблеток могут использовать стандартное оборудование для контроля и процедур валидации.
- Многонациональные фармацевтические компании могут обмениваться пресс-инструментом и обсуждать технические аспекты оснащения на одном уровне.
- Производители таблет-прессов могут быть уверены, что их станки будут надлежащим образом работать со стандартным TSM –пресс-инструментом.
Вопросы несоответствия в спецификациях
Использование инструментов, не соответствующих спецификациям по размерам, может повлиять на качество таблеток, производительность таблет-пресса и скорость производства таблеток. Несоответствие пресс-инструмента спецификациям также может (1) сократить срок службы пуансонов, (2) снизить эффективность работы оборудования и (3) привести к серьезным повреждениям пресс-инструмента и таблет-прессов.
• • •
Специалисты компании Ист-Пак всегда готовы ответить на Ваши вопросы и оказать помощь в подборе соответствующего оборудования для производства таблеток.
Любые интересующие вас вопросы просим направлять по адресу: sales@eapack.ru